低温绝热气瓶检验流程
一、概述
低温绝热气瓶分工业气体、液化天然气和车载液化天然气气瓶,它作为移
动式压力容器广泛地应用于生物、医药、化工、
机械、
冶金和科研等众多领
域。作为运输、储存低温
液化气体的专用
设备,将逐步第一代的永久高压气
体钢瓶。如:一只低温绝热气瓶可替代30 多只高压(16Mpa)气瓶使用,这
种低温绝热气瓶可用其盛装气体或液体,可在低压、高压或超高压下使用,随着低温绝热气瓶数量的迅速增加,按照《气瓶安全与监察规程》和《气瓶设备安全监察条例》,低温绝热气瓶必须每3年检验一次,由于低温绝热气瓶超过规定的3 年检验周期后,未得到有效的检验,部分地区已发生低温绝
热气瓶爆炸的事故,因此,目前使用的超期低温绝热气瓶存在较大的安全隐患。因此低温绝热气瓶的定期检验与返修尤为重要,取得国家质量监督检验
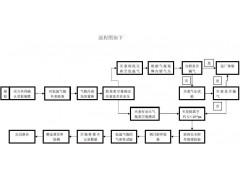
检疫局颁发的PD5资质的企业,才能对外进行低温绝热气瓶的定期检验。二、低温绝热气瓶检验流程图(见流程图在最后一页)
(1)由于都是使用3年以上的低温绝热气瓶,以前没有定期检验的部门从事这项工作,所以一般资料很少,甚至没有。只有根据铭牌注明的
原始数据,然后详细了解受检低温气瓶情况,特别是要了解气瓶的真空保温情况,如有还有点保温的基本可以判断是真空缺失的气瓶,如果一
点真空都没有的气瓶,要进行内胆和夹套的试压,有条件的要进行夹套的氦捡漏,解剖焊接,或者直接返厂维修。低温气瓶上的安全附件大部
分已经损坏或者检验超期,如全部更换附件要超过检验费用,所以要双方共同确定受检气瓶的情况。
(2)对低温气瓶外表检查,是否有明显的撞击的伤痕,受伤的部位是否在焊接缝口,清理真空口,内外擦拭干净,敲击外表和试拔真空
塞判断夹套是否还存在真空,有真空的和没有真空的坐上记号。低温气瓶盛装的都是易燃易爆和助燃的气体,必须置换干净,测爆合格,对气
瓶温度仍在-10度以下的,必须加热至常温状态下才能转入下一道工序。(3)低温绝热气瓶的夹层真空度,是绝热的关键所在,也是保障
节能,安全可靠的主要指标,一般使用3年以上的气瓶,都会出现保温性能急剧下降的情况,从而导致液化气体损耗大幅增加,安全
阀频繁放
气,防爆片破裂。夹层真空度的缺失有好几个原因,内胆向夹层渗漏,外层向夹层渗漏,所有材料缓慢的化学放气,夹层增压管破裂等都有可
能。抽真空需要用真空机组才能达到夹层的真空度,一般用旋片
泵罗茨泵扩散泵的机组就可以抽夹层的真空,采用复合真空仪表就能准确的测量真空度。
三、静态蒸发率的检测
低温绝热气瓶的静态蒸发率是衡量气瓶节能和安全的重要指标,对于静态蒸发率检测不合格的气瓶必须维修,直至再检测合格,否则报废。
按照GB/T5458《液氮生物容器》标准,检测平均静态蒸发率,应逐只进行检测,并复合规定才能使用,具体的检测和计算方法在设备使用说
明书中有详细的描述。
四、加强监督低温绝热气瓶的定期检验,国家还没有针对低温绝热气瓶的检验
评定标准和安全技术规范。低温绝热气瓶的检验工艺还要不断完善,工艺要不断的总结,形成更严格科学合理的检验方案。

















![[气体管道阻火器] 气体管道阻火器结构图](https://brand.asiabt.com/file/upload/201305/09/07-27-59-96-332796.jpg.thumb.jpg)


